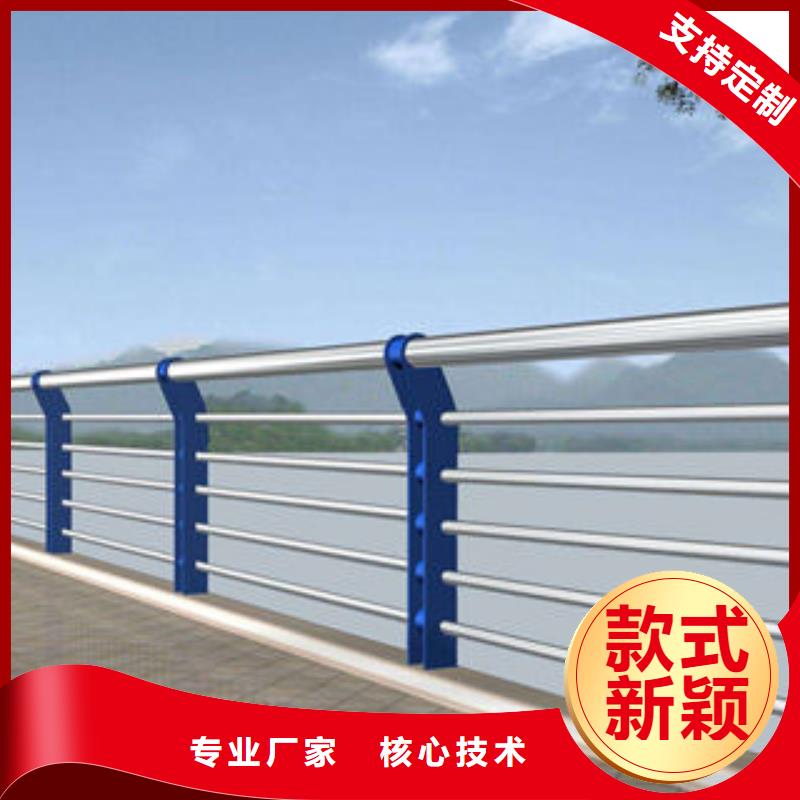

以下是:自有厂家<俊邦>不锈钢栏杆造型美观的产品参数
产品参数 产品价格 电议 发货期限 协商 供货总量 不限 运费说明 3天 品牌 俊邦 产地 聊城 是否定制 是 材质 不锈钢 是否进口 否 规格型号 齐全 自有厂家<俊邦>不锈钢栏杆造型美观,四川省广安市俊邦金属材料有限公司为您提供自有厂家<俊邦>不锈钢栏杆造型美观,联系人:张经理,电话:0527-88266888、17768165506,QQ:3270109599,请联系四川省广安市俊邦金属材料有限公司,发货地:开发区工业园发货到广安。 四川省,广安市 广安历史悠久,自北宋开宝二年(969年)取“广土安辑”之意设广安军,“广安”之名沿袭至今,于1998年7月撤地设市。广安是重庆都市圈北部副中心城市,是改革开放和现代化建设的总设计师邓小平同志的家乡,拥有“伟人故里、滨江之城、川东门户、红色旅游胜地”四张名片,市内有国家5A级旅游景区邓小平故里等风景名胜。广安市培育了以数学家何鲁、革命先烈许建业等为代表的一大批专家学者、仁人志士。文化底蕴深厚,孕育了云童舞、岳池灯戏等独特民俗风情,获得全国文明城市、国家园林城市等殊荣。2022年,四川省人民政府明确广安建设四川自贸试验区协同改革先行区。
为了让您更全面地了解我们的自有厂家<俊邦>不锈钢栏杆造型美观产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。以下是:自有厂家<俊邦>不锈钢栏杆造型美观的图文介绍
:手工焊(MMA):手工焊是一种非常普遍的、易于使用的焊接方法.电弧的长度靠人的手进行调节,它决定于电焊条和工件之间缝隙的大小.同时,当作为电弧载体时,电焊条也是焊缝填充材料。这种焊接方法很简单,可以用来焊接几乎所有材料.对于室外使用,它有很好的适应性,即使在水下使用也没问题。大多数电焊机可以TIG焊接.在电极焊中,电弧长度决定于人的手:当你改变电极与工件的缝隙时,你也改变了电弧的长度.在大多数情况下,焊接采用直流电,电极既作为电弧载体,同时也作为焊缝填充材料.电极由合金或非合金金属芯丝和焊条药皮组成.这层药皮保护焊缝不受空气的侵害,同时稳定电弧.它还引起渣层的形成,保护焊缝使它成型.电焊条即可是钛型焊条,也可是缄性的,这决定于管材的厚度和成分.钛型焊条易于焊接,焊缝扁平美观.此外,焊渣易于去除.如果焊条贮存时间长,必须重新烘烤.因为来自空气的潮气会很快在焊条中积聚。 第二:MIG/MAG焊接:这是一种自动气体保护电弧焊接方法.在这种方法中,电弧在保护气体屏蔽下在电流载体金属丝和工件之间烧接.机器送入的金属丝作为焊条,在自身电弧下融化.由于MIG/MAG焊接法的通用性和特殊性的优点,至今她仍然是世界上为广泛的焊接方法.它使用于钢、非合金钢、低合金钢和高合金为基的材料.这使得它成为理想的生产和修复的焊接方法.当焊接钢时,MAG可以满足只有0.6mm厚的薄规格钢板的要求。这里使用的保护气体是活性气体,如二氧化碳或混合气体. 的限制是当进行室外焊接时,必须保护工件不受潮,以保持气体的效果。 第三:TIG焊接:电弧在难熔的钨电焊丝和工件之间产生.这里使用的保护气体是纯氩气,送入的焊丝不带电.焊丝既可以手送,也可以机械送.也有一些特定用途不需要送入焊丝.被焊接的材料决定了是采用直流电还是交流电.采用直流电时,钨电焊丝设定为负极.因为它有很深的焊透能力,对于不同种类的钢是很合适的,但对焊缝熔池没有任何“清洁作用”. TIG焊接法的主要优点是可以焊接大材料范围广.包括厚度在0.6mm及其以上的工件,材质包括合金钢、铝、镁、铜及其合金、灰口铸铁、普通干、各种青铜、镍、银、钛和铅.主要的应用领域是焊接薄的和中等厚度的工件,在较厚的截面上作为焊根焊道使用。 所谓不锈钢无缝钢管与碳钢无缝钢管的差异,主要是指在不锈钢和碳钢的设计规则的差异,也就是说这两种钢的设计规则不能通用。这些差异如下: 不锈钢设计规则不能用于碳钢是因为有3个根本区别,不锈钢和碳钢: ,冷加工不锈钢硬化,例如,当弯曲是各向异性的,即:水平和垂直的性能差异。可以使用通过冷加工和增加强度,但如果与弯区总面积小,可以忽略不计的增加相比,增加了强度安全系数有一定程度的增加。第二,不同的应力-应变曲线的形状,不锈钢产量应力弹性极限约为50%,小值的情况下,标准中所规定的,屈服应力值低于产量碳钢的应力值。第三,不锈钢无屈服点,通常由ó0.2代表屈服应力被认为是相等的值。
广安俊邦金属材料有限公司应对全球化的经济发展,以先进的管理理念,及时的信息,努力为 不锈钢复合管,客户提供便捷,有效的资源。公司发扬以优质的服务为目标,靠诚实守信获双赢的经营理念,坚持以人为本的企业文化,推崇“尊重个人,服务客户,追求卓越”的原则,凭借创新领导管理层,稳定的员工队伍,完善的管理制度,与快速发展的企业信息化建设,与客户建立长期的合作关系。
不锈钢复合管坡口制造,制造坡口时一般薄件可选用Ⅰ形坡口,较厚的可选用V形、U形、X形、V和U联合形等方式的坡口。一般尽或许选用X形坡口双面焊,先焊底层,再焊过度层,终焊复层,以确保焊接接头具有较好的耐蚀性。当焊接方位受到限止,只能选用单面焊时,可选用V形坡口,先焊复层,再焊过度层,终焊底层,焊接时尽量使复层中少熔入底层成分。
不锈钢复合管角接接头不管复层坐落内侧仍是外侧,均先焊接底层。当复层坐落内侧时,在焊复层曾经应从内角对底层焊根进行清根;当复层坐落外侧时,应对底层终焊道进行磨光,焊接复层时可先焊过渡层,也可直接焊复层,这要看不锈钢复合管护栏厚度而定。
不锈钢复合管的焊接顺序一般为:先焊底层,再焊过渡层,终焊复层以确保焊接接头具有良好的耐蚀性,一起还应考虑过渡层的焊接特点,,尽量削减复层一侧的焊接作业量。
自有厂家<俊邦>不锈钢栏杆造型美观,四川省广安市俊邦金属材料有限公司为您提供自有厂家<俊邦>不锈钢栏杆造型美观的最新资讯,联系人:张经理,电话:0527-88266888、17768165506,QQ:3270109599,发货地:开发区工业园。



